|
Segunda
Parte /
El proceso
industrial textil, de la materia prima a los acabados de las telas |
|
|
|
Capítulo 12
La Maquinaria
de Tintura |
|
|
|
|
|
|
|
|
| |
|
3. Maquinaria de tintura por
impregnación
|
|
En el sistema por impregnación las máquinas
son de dos tipos: |
TIPO I
Máquinas de proceso continuo
TIPO II
Máquinas de proceso discontinuo
|
|
Siempre el proceso de impregnación se lleva a cabo en dos
o tres etapas:
|
PRIMERA
Depositar el colorante sobre la fibra textil o sobre el tejido, convenientemente
distribuido y con uniformidad.
SEGUNDA
Fijar el colorante sobre el género a tintar y tratamientos posteriores,
que pueden darse o no, dedicados a conseguir mayores solideces o a eliminar
impurezas.
|
|
Si toda la operación de tintura se realiza en una sola máquina,
esta será del TIPO I, es decir,
de proceso continuo. Si por la naturaleza de la fibra, del tejido o del
colorante, esta operación se efectúa en varias máquinas,
las llamamos TIPO II, de proceso discontinuo. |
| |
|
|
| |
|
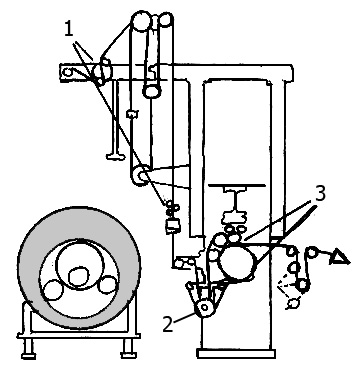
3.1 EL FOULARDADO
|
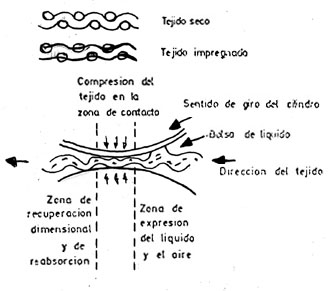
| El foulardado consiste en impregnar un textil en una solución
química y escurrirlo posteriormente por presión entre cilindros.
Si se trata de una solución tintórea, el colorante queda
aprisionado entre el textil, escurriéndose el líquido que
lo contenía. Si la solución tintórea tiene afinidad
por el textil que procesamos, esta primera operación habrá
efectuado una buena impregnación con una distribución uniforme
del colorante; pero si esa afinidad entre colorante y fibra no existe,
la distribución será tan irregular que no hará aconsejable
este método. |
| |
| Los elementos esenciales del FOULAR
son:
|
-
cilindros de enrollamiento y de recogida del textil
-
guías de conducción hacia el baño
-
la pastera: dispositivo donde se da la impregnación
-
los cilindros exprimidores del textil una vez impregnado en la pastera
|
|
|
|
Las pasteras
deben tener unas dimensiones adecuadas para acoger el mínimo indispensable
de solución tintórea y que ésta se renueve constantemente,
de forma automática, manteniendo siempre invariable su concentración
y todas las demás constantes de presión, temperatura, etc.
La buena impregnación en la pastera depende, en primer lugar de
la afinidad entre colorante y textil; pero también de la solución
en sí, puesto que ella transporta el colorante a la fibra o tejido.
Las fuerzas tensoactivas entre solución y textil condicionan la
rapidez y efectividad de la impregnación; por ello es corriente
que a la solución tintórea se añadan productos humectantes.
|
|
|
|
|
|
|
|
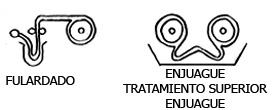
TIPOS DE FOULARDADO
|
|
Una vez el textil ha sido impregnado, se procede a la fijación
del colorante sobre el textil. Si el coeficiente de difusión del
colorante es elevado y la afinidad entre colorante y textil también,
permite que este proceso de fijación se haga a temperatura inferior a
los 100 oC. De no ser así, hay en la industria varios sistemas de
fijación. Según el medio y método de calentamiento,
si lo hay, tendremos los siguientes tipos de foulardados, diferenciados
además por calentamiento en seco o en frío. |
 |
|
| |
|
|
PAD-BATCH
Foulardado con difusión y fijado en frío. Empleado para colorante
con gran afinidad por el textil y con alto coeficiente de difusión.
Así y todo, el proceso tintóreo suele ser largo, de varias
horas. |
|
|
|
|
|
PAD-ROLL
Foulardado
con difusión y fijado en caliente. La subida de temperatura se produce
en compartimento estanco, manteniendo en la materia impregnada la misma
humedad con que sale del foulardado. En esas constantes de humedad y temperatura,
en reposo, se produce la fijación del colorante. |

|
|
|
|
|
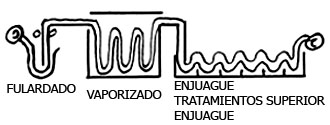
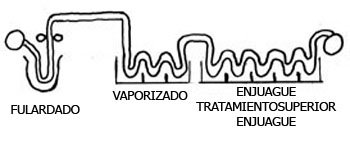
PAD-STEAM
Foulardado
con difusión y fijado en vapor. Permite reducir el tiempo de fijación
mediante vaporizado intermedio a 100-105 oC, de 30 seg. a 5 min., según
colorantes e intensidad. Después de este vaporizado se pasa el tejido
por una solución salina con 10-20 grs/l., a temperatura de ebullición,
y finalmente se lava el textil
tintado. |
|
|
|
|
|
PAD-DRY
Foulardado con difusión y fijado en seco. Puede haber o no un secado
intermedio, a 100-150 oC; en ese caso el fijado posterior será en
temperaturas de 150-160 oC. |

|
|
|
|
|
PAD-SATL
Foulardado con difusión y fijado en lavado salino. Empleado para
colorantes que fijan bien en solución salina. |
|
|
|
|
|
PAD-JIG
Foulardado con difusión y fijado en Jigger. Después de la
impregnación, el proceso continúa en el Jigger para desarrollar
y fijar el color, según sus características químicas.
|
|
|
|
|
|
|
|
|
| |
|
|
|
4. Tratamientos en procesos
finales de tintura
|
-
Los tratamientos posteriores a la tintura tienen como finalidad conseguir
las características de color y solidez deseadas.
-
Comenzando siempre por eliminar el colorante que no se ha fijado.
-
Mejoramiento
de la solidez a la luz, al lavado en seco o en húmedo.
-
Desarrollo del verdadero color, por medios químicos, en otras reacciones
posteriores o por medio de detergentes.
-
Dado que es forzar una segunda reacción química, ésta
suele hacerse a temperatura de al menos los 100 oC.
-
La eliminación de impurezas no es sólo por razones elementales
sino porque ellas afectarían mucho a acabados posteriores en el
tejido, como el estampado o el apresto, por ejemplo.
|